PT Rebinmas Jaya, Indonesia.
Key Stats:
1. Compost plant capacity: 1,300mt / mth.
2. Consistently saving at least 30% of compound fertilizer input dosage (vs. conventional manuring programme).
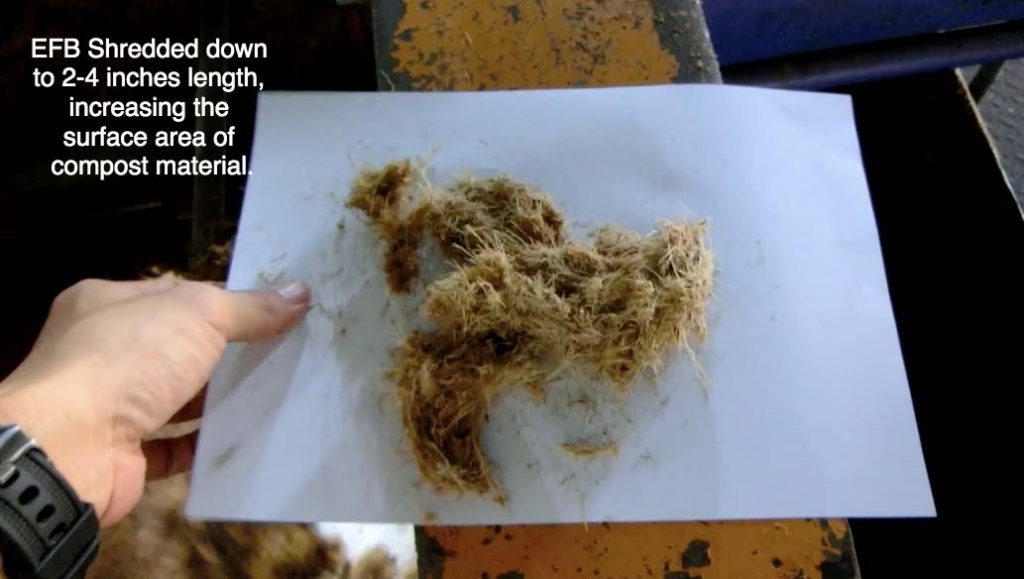
3. 100% EFB run through LB EFB Preparation System: 40% for compost, 30-40% for boiler fuel, remainder mulching nearby. This lead to reduced usage of PKS in boiler.
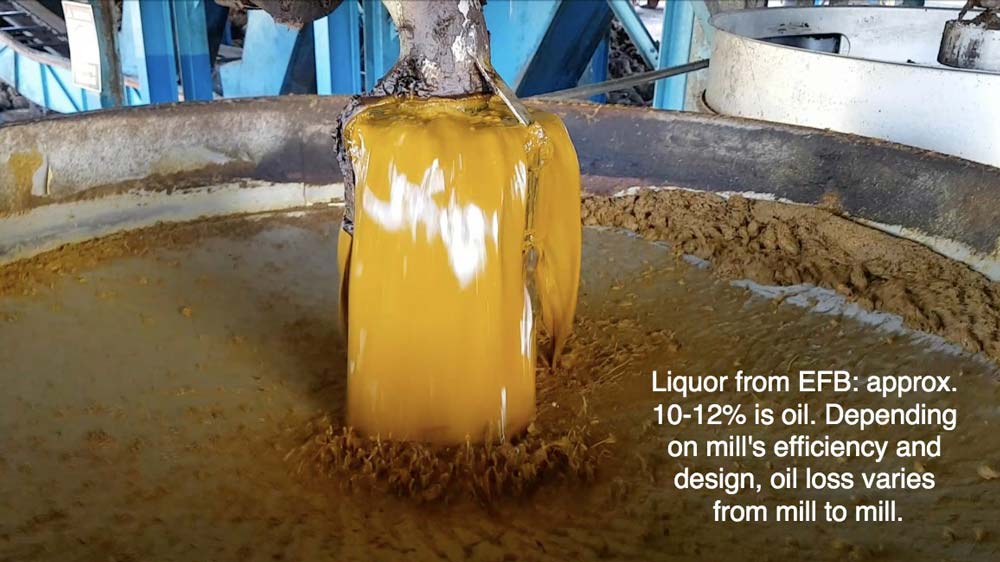
4. EFB liquor sent for oil recovery – significantly higher oil recovery than conventional system.
5. No environmental issue on POME discharge: water goes through conventional POME Pond system. Sludge removed earlier, POME to maintain WIP compost moisture level.
6. Economically Sustainable:
- EFB Oil Recovery (avg +0.8% OER)
- Reduction in Inorganic Fertilizer Input (-30%)
- Increase PKS recovery (6%)
- Reduction of POME discharge
- Returning of biomass wastes back to the soil in a stable and matured condition, ensuring soil health is maintained.









Lead time: 45 days





